
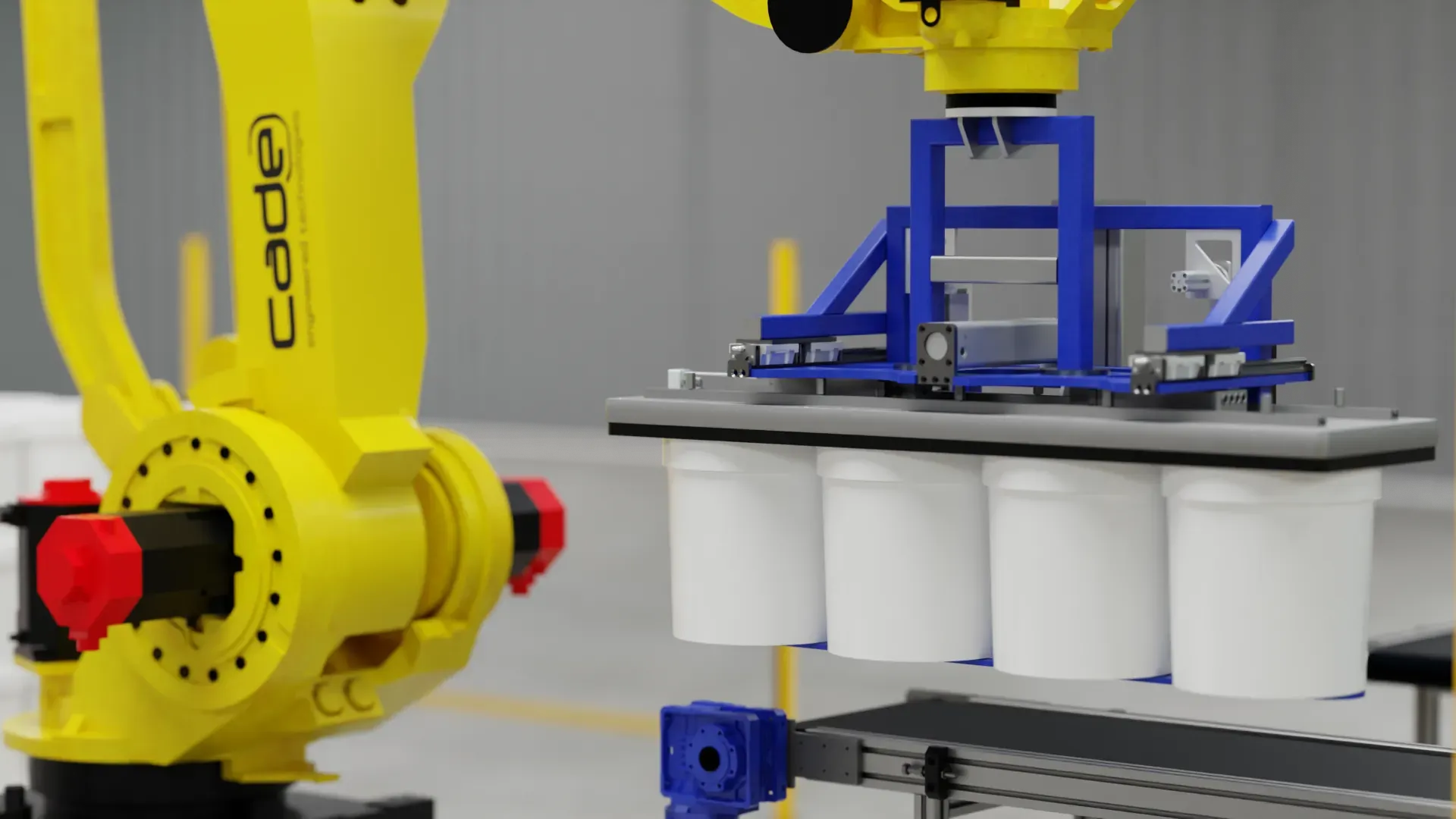
Paletizado automático de botes de pintura
Proyecto de automatización industrial:celda de paletizado automático de botes de pintura con robot industrial, transporte motorizado y cuatro estaciones de paletizado
📍Albacete, Castilla-La Mancha, España.
El Reto
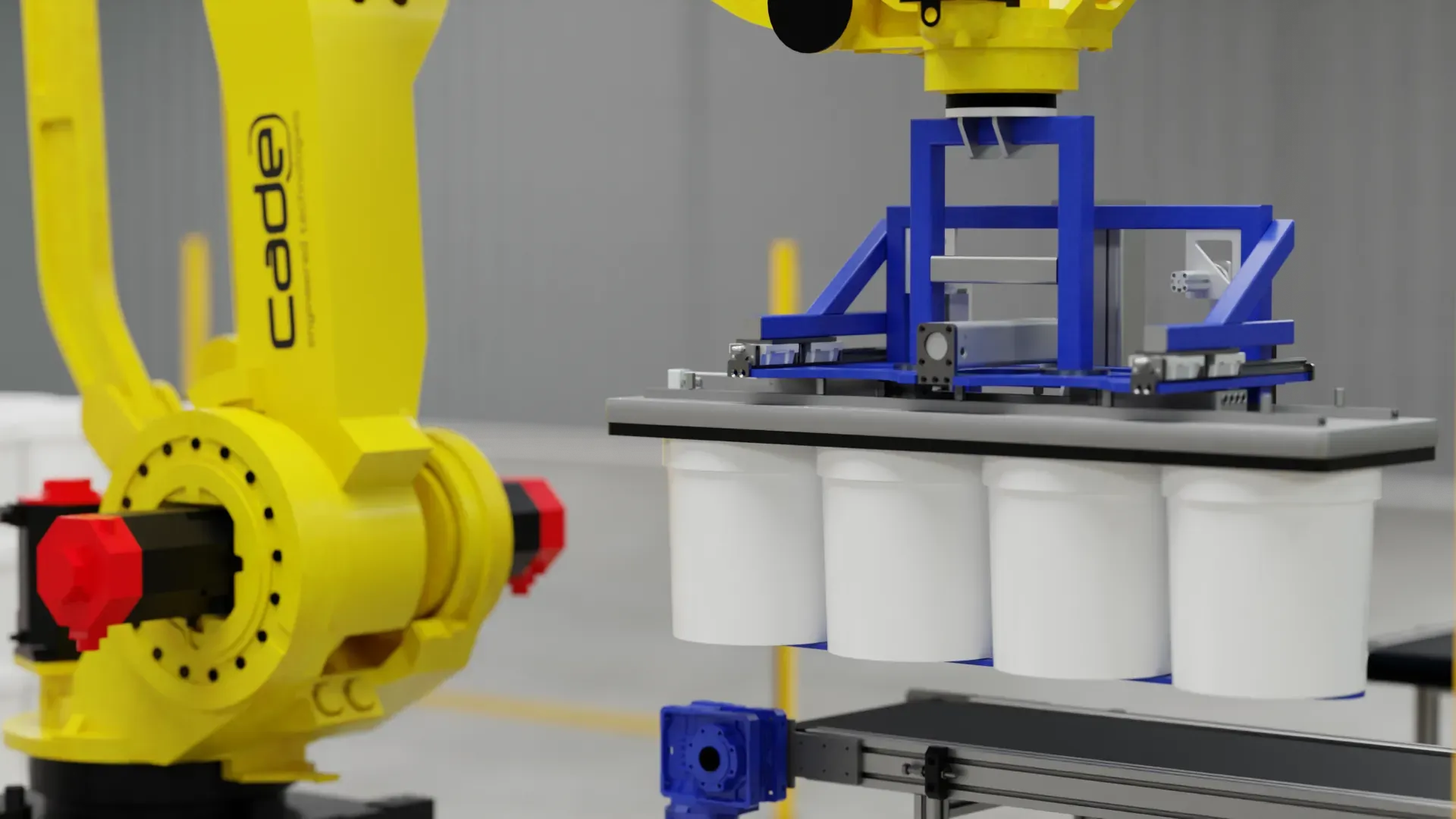
El principal reto del proyecto era transformar una fase final del proceso, tradicionalmente muy dependiente de la intervención manual, en una operación más estable, continua y predecible. La instalación debía gestionar la salida de producto desde varias líneas de envasado, absorbiendo diferencias de ritmo y manteniendo una secuencia de alimentación ordenada hacia la zona de paletizado.
A esto se sumaba la necesidad de manipular distintos formatos de bote sin comprometer la estabilidad del apilado. El sistema tenía que garantizar una recogida fiable, una colocación precisa sobre pallet y una lógica de funcionamiento capaz de mantener la calidad del conjunto final, incluso en una operativa exigente y con cadencias diferentes según el formato.
También existían condicionantes propios de cualquier entorno productivo real: integración con la instalación existente, coordinación entre transporte y manipulación robotizada, reposición de pallets vacíos, retirada de pallets completos y cumplimiento de los requisitos de seguridad industrial. Todo ello debía resolverse sin generar un sistema rígido, sino una solución robusta y preparada para el trabajo diario en planta.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
La solución
Agile Smart Factories conceptualiza una solución de automatización de montaje industrial orientada a transformar un proceso manual en una línea más eficiente, equilibrada y escalable.
La propuesta combinaba una celda automatizada para las operaciones críticas de colocación de la estructura en U, atornillado y rotación del conjunto, con una cadena de puestos manuales optimizados para el resto de operaciones de montaje. Esta configuración permite actuar sobre las fases de mayor impacto en tiempo, repetibilidad y ergonomía, manteniendo la flexibilidad necesaria para gestionar distintas referencias.
El sistema se organiza en fases de trabajo con tiempos estimados próximos al takt objetivo. La línea integra operaciones de montaje de estructura, chapa superior, soportes, grapas, baquelitas, condensadores, contactores, inductancias, metacrilato, embarrados, tarjetas distribuidoras y cuadro eléctrico.
La solución no se plantea para automatizar todo el proceso de forma indiscriminada. El enfoque consiste en identificar dónde la tecnología podía aportar mayor valor industrial: reducir carga manual, mejorar la repetibilidad, equilibrar el flujo de trabajo y aumentar la capacidad productiva.
El concepto incorpora también herramientas de par controlado, trazabilidad y una futura estación de testeo, preparando el proceso para una operación más controlada, medible y robusta.
Tecnologías y capacidades
aplicadas




Resultados
La solución conceptualizada permitía proyectar una mejora directa de la productividad, con el objetivo de duplicar la capacidad semanal de montaje de 120 a 240 equipos.
La reorganización del proceso y la automatización de operaciones críticas contribuían a reducir el takt time objetivo de 40 a 20 minutos por equipo, manteniendo la estructura de turnos y recursos humanos prevista.
La integración de herramientas de par controlado reforzaba la calidad y repetibilidad de las uniones mecánicas, especialmente en aquellas operaciones donde el par de apriete era un requisito del producto.
La celda automatizada permitía reducir la exposición del operario a tareas físicamente exigentes, especialmente en la manipulación, atornillado y rotación de estructuras de gran peso.
El equilibrado de puestos manuales facilitaba un flujo de trabajo más estable, reduciendo cuellos de botella y preparando el proceso para una producción más continua.
El resultado previsto era una solución de automatización de montaje industrial flexible, segura y escalable, capaz de convertir un montaje manual complejo en un proceso más eficiente, controlado y preparado para crecer con las necesidades de producción.